On this page
- How to pick the best fans for crop drying, cooling or storage facilities, including an online fan selection tool.
- Crop-specific airflow recommendations and expected static pressure.
- How to determine airflow delivered by existing fans.
By using fans, you can force air with the proper temperature and relative humidity through a crop to help preserve quality after harvest. Air helps maintain the moisture, temperature and oxygen content of a crop at levels that prevent harmful bacteria and fungi growth and excessive shrinkage.
We primarily discuss grains and oilseeds, but also mention hay, potatoes and other types of produce
Online fan selection tool
The fan selection procedure described below is not too difficult, but there’s an easier way to select fans for grain bins.
The University of Minnesota Fan Selection for Grain Bins is a web-based program developed by the Department of Bioproducts and Biosystems Engineering at the University of Minnesota.
The program is user-friendly and guides you through the fan selection process by asking simple questions about your grain drying or storage bin. The program allows you to select fans from a list of more than 200 commercially available models and see if the selected models provide the desired airflow.
Airflow requirements
Total airflow provided by a fan is usually expressed as cubic feet of air per minute (cfm).
Recommendations for drying or aerating a particular crop are given as airflow per unit of crop being served by the fan. For example, cfm per bushel (cfm/bu) is used for drying or aerating grains and oilseeds.
Select fans that deliver airflow within the ranges given in the table below, shown as cubic feet of air per minute per bushel (cfm/bu).
Greater airflows require larger fans and lead to greater costs, while lower airflows could result in unacceptable crop quality.
Airlow recommendations for drying, cooling and storing crops
| Fan purpose | Airflow recommendations |
|---|---|
| Natural-air drying of grains and oilseeds | 0.75 to 1.5 cfm/bu |
| Aeration of stored grains and oilseeds | 0.05 to 0.5 cfm/bu |
| Hay drying | 150 to 500 cfm/ton |
| Potato ventilation: note airflow is measured per hundredweight (cwt) | 0.5 to 1.5 cfm/cwt |
| Forced-air produce cooling | 1 to 10 cfm/lb. |
Airflow resistance: Crops
When air is forced through a bulk crop, it must travel through narrow paths between individual particles. For packaged crops, air must travel through or between individual containers.
Friction along air paths creates resistance to airflow. Fans must develop enough pressure to overcome this resistance and move air through the crop.
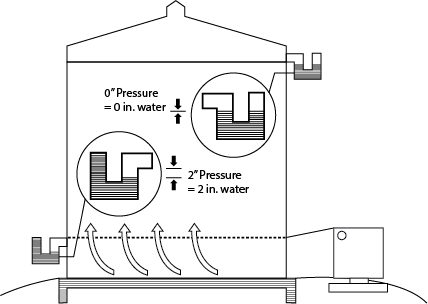
Airflow resistance and fan pressure are usually expressed in inches of water column (inches of water, or inches H2O). This term comes from a gauge called a U-tube manometer that is sometimes used to measure pressure.
You can make a U-tube manometer by fastening a clear plastic tube and a ruler to a board. Then pour some water, or water plus a small amount of antifreeze, into the tube.
Since manometers measure pressure relative to atmospheric pressure, leave one end of the tube open to the atmosphere. Attach the other end to the duct or plenum where you want to measure pressure.
Understanding the measurement
When a fan generates pressure, it forces water in the tube to move in the direction of lower pressure. The height difference of the water levels on the two sides of the tube, measured in inches, is the fan static pressure, inches of water (in. water).
In negative pressure or suction systems, pressure between the crop and the fan is less than atmospheric pressure, and water in the manometer tube moves toward the fan. In positive pressure systems, water moves away from the fan.
You can buy dial-type pressure gauges that operate on a different principle but are calibrated to give readings in inches of water.
The crops’ airflow resistance and the fan pressure required to overcome it depend on how fast the air moves and how long and narrow the paths are. For grains and oilseeds, these factors are a function of the particular crop (size and shape of seeds), crop depth and airflow rate (cfm/bu) you're trying to provide.
Below, you’ll find tables for the expected static pressure for barley and oats, shelled corn, soybeans and confectionary sunflowers, oil-type sunflowers, wheat and sorghum.
As you can see, at a given airflow rate, crop depth has a large effect on static pressure. Static pressure, in turn, greatly affects fan power requirements.
Short, large-diameter bins are recommended for natural-air grain drying because static pressure and required fan size are smaller than they would be in tall, narrow bins. Even though short bins cost more to install than tall ones with the same grain capacity, total drying costs are less because smaller fans use less electricity.
Expected static pressure (inches of water) of barley and oats, for various airflow resistance levels.
| Grain depth | 0.05 cfm/bu | 0.1 cfm/bu | 0.25 cfm/bu | 0.5 cfm/bu | 0.75 cfm/bu | 1.0 cfm/bu | 1.25 cfm/bu | 1.5 cfm/bu | 2.0 cfm/bu |
|---|---|---|---|---|---|---|---|---|---|
| 2 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water |
| 4 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.2 in. water | 0.3 in. water | 0.3 in. water | 0.5 in. water |
| 6 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.4 in. water | 0.5 in. water | 0.7 in. water | 0.8 in. water | 1.1 in. water |
| 8 feet | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.4 in. water | 0.7 in. water | 0.9 in. water | 1.2 in. water | 1.5 in. water | 2.1 in. water |
| 10 feet | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.7 in. water | 1.1 in. water | 1.5 in. water | 2.0 in. water | 2.5 in. water | 3.6 in. water |
| 12 feet | 0.1 in. water | 0.2 in. water | 0.5 in. water | 1.0 in. water | 1.6 in. water | 2.3 in. water | 3.0 in. water | 3.7 in. water | 5.4 in. water |
| 14 feet | 0.1 in. water | 0.3 in. water | 0.7 in. water | 1.4 in. water | 2.2 in. water | 3.2 in. water | 4.2 in. water | 5.3 in. water | 7.8 in. water |
| 16 feet | 0.2 in. water | 0.3 in. water | 0.9 in. water | 1.9 in. water | 3.0 in. water | 4.3 in. water | 5.7 in. water | 7.2 in. water | 10.6 in. water |
| 18 feet | 0.2 in. water | 0.4 in. water | 1.1 in. water | 2.4 in. water | 3.9 in. water | 5.6 in. water | 7.5 in. water | 9.5 in. water | 14.1 in. water |
| 20 feet | 0.3 in. water | 0.5 in. water | 1.4 in. water | 3.0 in. water | 4.9 in. water | 7.1 in. water | 9.5 in. water | 12.2 in. water | 18.1 in. water |
| 25 feet | 0.4 in. water | 0.8 in. water | 2.2 in. water | 4.9 in. water | 8.2 in. water | 11.9 in. water | 16.1 in. water | 20.7 in. water | 31.1 in. water |
| 30 feet | 0.6 in. water | 1.2 in. water | 3.2 in. water | 7.4 in. water | 12.4 in. water | 18.3 in. water | 24.8 in. water | 32.1 in. water | 48.7 in. water |
| 40 feet | 1.0 in. water | 2.1 in. water | 6.0 in. water | 14.2 in. water | 24.4 in. water | 36.2 in. water | 49.8 in. water | * | * |
| 50 feet | 1.6 in. water | 3.4 in. water | 9.9 in. water | 23.8 in. water | 41.4 in. water | * | * | * | * |
Expected static pressure (inches of water) of shelled corn, for various airflow resistance levels
| Grain depth | 0.05 cfm/bu | 0.1 cfm/bu | 0.25 cfm/bu | 0.5 cfm/bu | 0.75 cfm/bu | 1.0 cfm/bu | 1.25 cfm/bu | 1.5 cfm/bu | 2.0 cfm/bu |
|---|---|---|---|---|---|---|---|---|---|
| 2 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water |
| 4 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.2 in. water |
| 6 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.3 in. water | 0.3 in. water | 0.4 in. water | 0.6 in. water |
| 8 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.3 in. water | 0.5 in. water | 0.6 in. water | 0.8 in. water | 1.2 in. water |
| 10 feet | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.3 in. water | 0.5 in. water | 0.8 in. water | 1.1 in. water | 1.4 in. water | 2.0 in. water |
| 12 feet | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.5 in. water | 0.8 in. water | 1.2 in. water | 1.6 in. water | 2.1 in. water | 3.2 in. water |
| 14 feet | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.7 in. water | 1.2 in. water | 1.7 in. water | 2.3 in. water | 3.0 in. water | 4.6 in. water |
| 16 feet | 0.1 in. water | 0.1 in. water | 0.4 in. water | 0.9 in. water | 1.6 in. water | 2.4 in. water | 3.2 in. water | 4.2 in. water | 6.4 in. water |
| 18 feet | 0.1 in. water | 0.2 in. water | 0.5 in. water | 1.2 in. water | 2.1 in. water | 3.1 in. water | 4.3 in. water | 5.6 in. water | 8.7 in. water |
| 20 feet | 0.1 in. water | 0.2 in. water | 0.7 in. water | 1.6 in. water | 2.7 in. water | 4.0 in. water | 5.6 in. water | 7.3 in. water | 11.3 in. water |
| 25 feet | 0.2 in. water | 0.4 in. water | 1.1 in. water | 2.6 in. water | 4.6 in. water | 7.0 in. water | 9.7 in. water | 12.8 in. water | 19.9 in. water |
| 30 feet | 0.3 in. water | 0.5 in. water | 1.6 in. water | 4.1 in. water | 7.2 in. water | 11.0 in. water | 15.3 in. water | 20.3 in. water | 31.9 in. water |
| 40 feet | 0.5 in. water | 1.0 in. water | 3.1 in. water | 8.1 in. water | 14.6 in. water | 22.6 in. water | 31.9 in. water | 42.5 in. water | * |
| 50 feet | 0.7 in. water | 1.6 in. water | 5.3 in. water | 14.0 in. water | 25.6 in. water | 39.9 in. water | * | * | * |
Expected static pressure (inches of water) of soybeans and confectionary sunflowers, for various airflow resistance levels
| Grain depth | 0.05 cfm/bu | 0.1 cfm/bu | 0.25 cfm/bu | 0.5 cfm/bu | 0.75 cfm/bu | 1.0 cfm/bu | 1.25 cfm/bu | 1.5 cfm/bu | 2.0 cfm/bu |
|---|---|---|---|---|---|---|---|---|---|
| 2 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water |
| 4 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water |
| 6 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.2 in. water | 0.3 in. water | 0.3 in. water | 0.5 in. water |
| 8 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.3 in. water | 0.4 in. water | 0.5 in. water | 0.6 in. water | 0.9 in. water |
| 10 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.4 in. water | 0.6 in. water | 0.8 in. water | 1.0 in. water | 1.5 in. water |
| 12 feet | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.4 in. water | 0.7 in. water | 0.9 in. water | 1.2 in. water | 1.6 in. water | 2.3 in. water |
| 14 feet | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.6 in. water | 0.9 in. water | 1.3 in. water | 1.7 in. water | 2.2 in. water | 3.3 in. water |
| 16 feet | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.8 in. water | 1.2 in. water | 1.8 in. water | 2.4 in. water | 3.0 in. water | 4.5 in. water |
| 18 feet | 0.1 in. water | 0.2 in. water | 0.4 in. water | 1.0 in. water | 1.6 in. water | 2.3 in. water | 3.1 in. water | 4.0 in. water | 6.0 in. water |
| 20 feet | 0.1 in. water | 0.2 in. water | 0.6 in. water | 1.2 in. water | 2.0 in. water | 3.0 in. water | 4.0 in. water | 5.1 in. water | 7.7 in. water |
| 25 feet | 0.2 in. water | 0.3 in. water | 0.9 in. water | 2.0 in. water | 3.4 in. water | 5.0 in. water | 6.8 in. water | 8.8 in. water | 13.4 in. water |
| 30 feet | 0.2 in. water | 0.5 in. water | 1.3 in. water | 3.1 in. water | 5.2 in. water | 7.7 in. water | 10.6 in. water | 13.7 in. water | 21.0 in. water |
| 40 feet | 0.4 in. water | 0.9 in. water | 2.5 in. water | 5.9 in. water | 10.3 in. water | 15.4 in. water | 21.4 in. water | 28.0 in. water | 43.4 in. water |
| 50 feet | 0.6 in. water | 1.4 in. water | 4.1 in. water | 10.0 in. water | 17.6 in. water | 26.7 in. water | 37.2 in. water | 49.1 in. water | * |
Expected static pressure (inches of water) of oil-type sunflowers, for various airflow resistance levels
| Grain depth | 0.05 cfm/bu | 0.1 cfm/bu | 0.25 cfm/bu | 0.5 cfm/bu | 0.75 cfm/bu | 1.0 cfm/bu | 1.25 cfm/bu | 1.5 cfm/bu | 2.0 cfm/bu |
|---|---|---|---|---|---|---|---|---|---|
| 2 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water |
| 4 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.2 in. water | 0.2 in. water | 0.3 in. water |
| 6 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.3 in. water | 0.4 in. water | 0.5 in. water | 0.6 in. water | 0.9 in. water |
| 8 feet | 0.1 in. water | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.5 in. water | 0.7 in. water | 0.9 in. water | 1.1 in. water | 1.7 in. water |
| 10 feet | 0.1 in. water | 0.1 in. water | 0.2 in. water | 0.5 in. water | 0.8 in. water | 1.1 in. water | 1.5 in. water | 1.9 in. water | 2.8 in. water |
| 12 feet | 0.1 in. water | 0.1 in. water | 0.3 in. water | 0.7 in. water | 1.2 in. water | 1.7 in. water | 2.3 in. water | 2.9 in. water | 4.4 in. water |
| 14 feet | 0.1 in. water | 0.2 in. water | 0.5 in. water | 1.0 in. water | 1.7 in. water | 2.4 in. water | 3.3 in. water | 4.2 in. water | 6.4 in. water |
| 16 feet | 0.1 in. water | 0.2 in. water | 0.6 in. water | 1.4 in. water | 2.3 in. water | 3.3 in. water | 4.5 in. water | 5.8 in. water | 8.8 in. water |
| 18 feet | 0.1 in. water | 0.3 in. water | 0.8 in. water | 1.8 in. water | 3.0 in. water | 4.4 in. water | 6.0 in. water | 7.8 in. water | 11.8 in. water |
| 20 feet | 0.2 in. water | 0.3 in. water | 1.0 in. water | 2.3 in. water | 3.8 in. water | 5.6 in. water | 7.7 in. water | 10.0 in. water | 15.3 in. water |
| 25 feet | 0.3 in. water | 0.6 in. water | 1.6 in. water | 3.7 in. water | 6.5 in. water | 9.7 in. water | 13.3 in. water | 17.4 in. water | 26.9 in. water |
| 30 feet | 0.4 in. water | 0.8 in. water | 2.4 in. water | 5.7 in. water | 10.0 in. water | 15.1 in. water | 20.9 in. water | 27.5 in. water | 42.7 in. water |
| 40 feet | 0.7 in. water | 1.5 in. water | 4.5 in. water | 11.3 in. water | 20.1 in. water | 30.7 in. water | 43.0 in. water | * | * |
| 50 feet | 1.1 in. water | 2.4 in. water | 7.5 in. water | 19.3 in. water | 34.8 in. water | * | * | * | * |
Airflow resistance: Bins and buildings
The fully perforated floors used in grain bins generally have negligible resistance to airflow.
Airflow resistance of bin floors isn't significant unless the open area is less than about 7 percent. Most commercially available floors have more than 10 percent open area.
Air supply ducts, tunnels and perforated air distribution ducts offer greater resistance to airflow than fully perforated floors. This resistance can be quite large if ducts are too small or too long.
Use ducts that are large enough that the air velocity is less than about 1,500 feet per minute. To calculate velocity, divide duct airflow in cubic feet of air per minute (cfm) by duct cross-sectional area in square feet.
Also, try to keep the duct length less than 100 feet. Unless you have better information, use 0.5 inches of water as an estimate of airflow resistance for duct systems.
Be aware that corrugated plastic ducts designed for air distribution have only 1 to 3 percent open area, and ordinary plastic tile designed for field drainage has less than 1 percent open area. Because plastic ducts have so little area for air exit, their airflow resistance can exceed 0.5 inches of water.
When using outdoor air to ventilate a bin or building, you need to provide adequately sized openings for air to move in and out of the structure. If openings are too small, they restrict airflow and increase fan pressure requirements.
Provide at least one square foot of inlet area per 1,000 cfm and an equal exhaust area, and make sure these vents or doors are open anytime the fan is operating.
Fan performance
Because of the way fan impellers (blades or rotors) are designed, the amount of air they can move decreases as the pressure they are working against increases. The airflow vs. pressure information for a particular fan is called the fan performance data.
Performance depends on the size, shape and speed of the impeller, and the size of the motor driving it. Performance widely differs among brands and models, even for fans with a motor of the same size.
Access to fan performance data is essential for selecting fans and determining the airflow provided by existing fans. Most manufacturers sell fans that have been tested using procedures specified by the Air Movement and Control Association International, Inc. (AMCA).
Manufacturers can provide you with performance data in the form of tables or graphs. Avoid fans that do not have AMCA data available.
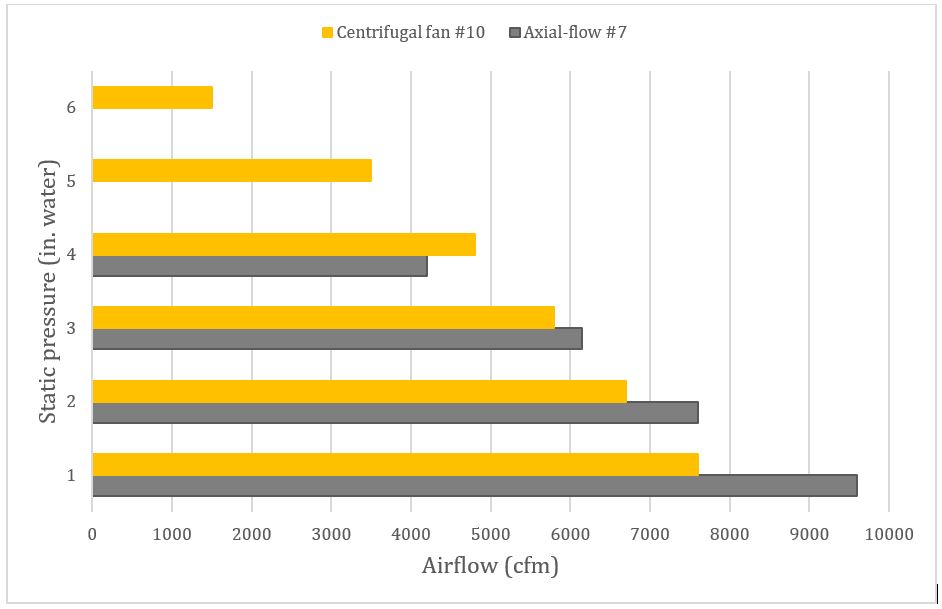
The bar graph presents the data for two fans from the axial-flow performance and centrifugal fan performance tables below that have motors of the same size. Note how much performance differs between the two fans.
Axial-flow performance, shown as cubic feet per minute (cfm) at indicated static pressure (inches of water)
| Fan # | Hp | 1.0 in. water | 1.5 in. water | 2.0 in. water | 2.5 in. water | 3.0 in. water | 3.5 in. water | 4.0 in. water | 4.5 in. water | 5.0 in. water | 5.5 in. water | 6.0 in. water |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 0.33 | 1,435 cfm | 620 cfm | 290 cfm | n/a | n/a | n/a | n/a | n/a | n/a | n/a | n/a |
| 2 | 0.5 | 1,880 cfm | 960 cfm | 800 cfm | 620 cfm | 380 cfm | n/a | n/a | n/a | n/a | n/a | n/a |
| 3 | 0.75 | 1,690 cfm | 1,460 cfm | 1,170 cfm | 780 cfm | n/a | n/a | n/a | n/a | n/a | n/a | n/a |
| 4 | 1 | 2,775 cfm | 2,500 cfm | 2,075 cfm | 1,150 cfm | 775 cfm | 500 cfm | 260 cfm | n/a | n/a | n/a | n/a |
| 5 | 1.5 | 3,675 cfm | 3,475 cfm | 3,275 cfm | 3,000 cfm | 2,425 cfm | 1,700 cfm | 1,375 cfm | n/a | n/a | n/a | n/a |
| 6 | 3 | 6,400 cfm | 5,700 cfm | 5,200 cfm | 4,500 cfm | 3,700 cfm | 2,900 cfm | 2,200 cfm | n/a | n/a | n/a | n/a |
| 7 | 5 | 9,600 cfm | 8,550 cfm | 7,600 cfm | 6,800 cfm | 6,150 cfm | 5,300 cfm | 4,200 cfm | 1,550 cfm | n/a | n/a | n/a |
| 8 | 7.5 | 13,400 cfm | 12,500 cfm | 11,500 cfm | 10,400 cfm | 9,000 cfm | 7,500 cfm | 6,200 cfm | 4,450 cfm | 2,250 cfm | 1,350 cfm | 650 cfm |
| 9 | 10 | 15,700 cfm | 15,000 cfm | 14,200 cfm | 13,400 cfm | 12,600 cfm | 11,600 cfm | 10,500 cfm | n/a | n/a | n/a | n/a |
Centrifugal fan performance, shown as cubic feet per minute (cfm) at indicated static pressure (inches of water)
| Fan # | Hp | 1.0 in. water | 2.0 in. water | 3.0 in. water | 4.0 in. water | 5.0 in. water | 6.0 in. water | 7.0 in. water |
|---|---|---|---|---|---|---|---|---|
| 10 | 5 | 7,600 cfm | 6,700 cfm | 5,800 cfm | 4,800 cfm | 3,500 cfm | 1,500 cfm | n/a |
| 11 | 7.5 | 9,600 cfm | 8,900 cfm | 8,000 cfm | 7,200 cfm | 6,100 cfm | 5,000 cfm | n/a |
| 12 | 10 | 13,450 cfm | 12,720 cfm | 11,960 cfm | 11,120 cfm | 10,180 cfm | 9,040 cfm | 7,450 cfm |
| 13 | 15 | 16,000 cfm | 15,100 cfm | 14,200 cfm | 13,100 cfm | 11,800 cfm | 10,000 cfm | n/a |
| 14 | 20 | 21,725 cfm | 20,430 cfm | 19,140 cfm | 17,750 cfm | 16,140 cfm | 14,120 cfm | 11,360 cfm |
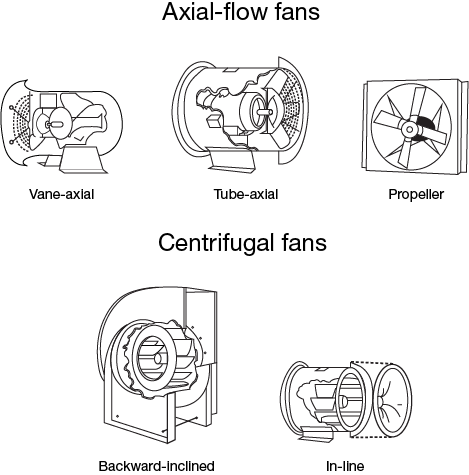
Most fans can be categorized as either axial-flow or centrifugal.
Axial-flow fans are sometimes called propeller fans, although that's actually just one type of axial-flow fan. Air moves in a straight line through axial-flow fans parallel to the axis or impeller shaft. The impeller has several blades attached to a central hub.
Centrifugal fans are sometimes called blowers or squirrel cage fans. The impeller is a wheel that consists of two rings with a number of blades attached to them.
Air enters one or both ends of the impeller parallel to the shaft and exits one side perpendicular to the shaft. The blades can be straight, slanted in the direction of airflow (forward-curved), or slanted opposite the airflow direction (backward-curved or backward-inclined).
Propeller fans (panel fans)
These axial-flow type fans have between two and about seven long blades attached to a small hub. Fan diameter is usually large relative to the fan's length or thickness.
Some propeller fans are called panel fans and are designed for mounting in a wall or plenum divider. Some are belt-driven and some have the impeller hub directly attached to the motor shaft (direct-driven).
Propeller fans normally can't generate more than about 2 inches of water pressure.
They are most commonly used for potato ventilation, forced-air produce cooling, hay drying, exhausting air from attics or overhead spaces or general air circulation. They are seldom used for grain drying or aeration.
Tube-axial and vane-axial fans
These axial-flow fans have a barrel-shaped housing and an impeller that has a large hub with several short blades attached to it.
They are generally direct-driven, and the motor is cooled by the airstream. In positive-pressure systems, the airstream captures the waste heat given off by the motor.
- Vane-axial fans have guide vanes inside the fan housing to help reduce air turbulence.
- Tube-axial and vane-axial fans are the most common types used for grain drying and aeration.
They are relatively inexpensive and fairly efficient when static pressure is less than about 4 inches of water. The main disadvantage is that these fans are very noisy.
Centrifugal fans
The centrifugal fans used for crop drying and storage generally have backward-curved or backward-inclined blades. They are expensive, quiet, and usually the most efficient fan type when static pressure exceeds about 4 inches of water.
The motor on centrifugal fans is normally outside the airstream. You need to install a special housing around the motor if you want to capture the heat it gives off.
Forced-air heating and ventilating systems often use centrifugal fans that have forward-curved blades.
If you operate these fans outside certain pressure ranges, the motors can overload and burn out. This makes them unsuitable for many crop drying and storage applications.
In-line centrifugal fans
These fans have axial airflow, but use a centrifugal-type impeller. Price and operating characteristics are between those of backward-inclined centrifugal and tube-axial fans.
It’s sometimes necessary or desirable to install more than one fan to provide air to a common plenum or supply manifold for a duct system. Fans can be arranged in parallel or series.
Reasons for using multiple fans include:
- Total airflow, pressure or power requirements exceed the capabilities of the largest fan available from your dealer.
- The starting current for a single large fan motor is greater than the electrical system can handle. The maximum starting current is lower if several small fans are started one at a time.
- You want the ability to turn off some fans and operate with a lower airflow when conditions allow.
- Air distribution is sometimes more uniform when you use several small fans instead of one large one.
Parallel
- Parallel arrangement means fans are installed side-by-side or at several points along a manifold or plenum.
- The most common applications have large total airflow requirements, but moderate pressure. When installing fans in parallel, they all face the same pressure.
- Estimate the total airflow by adding the airflow provided by each fan at the expected pressure.
Series
Series arrangement, in which fans are fastened in line or end-to-end, is not used very often. When used, it generally involves tube-axial or vane-axial fans in situations where pressure is relatively high, such as in deep grain bins.
Series arrangement is seldom used with centrifugal fans and rarely connects more than two axial-flow fans in series. When arranging fans in series, each fan handles the same airflow.
Estimate total pressure by adding the pressure developed by each fan at the expected airflow.
Knowing the airflow provided by a fan allows you to estimate the time it will take to dry or cool a crop. This, in turn, helps you determine whether you need to take steps to prevent unacceptable quality loss before completing the task.
How to determine your fan's airflow
- Measure static pressure in the duct or plenum between the fan and the crop.
- Drill a small hole (1/8 inch should be adequate) in the wall of the duct or plenum.
- Press a tube from one side of a pressure gauge or a U-tube manometer against the hole.
- Take the pressure reading and use its absolute value (this means assume the reading is positive even if it's a negative pressure system) to determine airflow.
Use the AMCA performance data for that model fan at that pressure. To get airflow rate (cfm/bu, for example), divide the airflow from the performance table or graph by the amount of crop served by the fan.
For example, suppose fan #4 from the axial-flow performance table (see the "Fan performance data" section above) is drying 10 tons of hay, and the static pressure reading in the attached duct is 1 inch of water. The fan performance data in the table shows that fan #4 provides 2,775 cubic feet of air per minute (cfm) against a pressure of 1 inch. Airflow per ton is 2,775 cfm / 10 tons = about 278 cfm per ton. This value is within the recommended range for hay drying (see the table in the "Airflow recommendations by fan purpose" section above).
Because airflow resistance and static pressure vary with the type of crop, crop depth, amount of fines present, and the way the crop is piled, you need to repeat the above procedure and determine a new airflow anytime conditions change.
How to select fans
The first step in selecting a fan is to determine the total airflow it must provide.
Use the airflow rates in the "Airflow recommendations by fan purpose" table above as a guide. Choose an airflow rate, estimate the total quantity of crop to be served by the fan, and then multiply the airflow rate by crop quantity to get the total airflow requirement.
For example, if you want to supply 1 cubic feet of air per minute per bushel (cfm/bu) to natural-air dry corn in a 27-foot-diameter by 16-foot-deep bin with a full perforated floor, calculate airflow as follows:
Bin capacity = (pi) / 4 x (diameter)2 x depth x 0.8 bu/cubic ft.
= 0.785 x 27 ft. x 27 ft. x 16 ft. x 0.8 bu/cubic ft.
= 7,325 bushels
Total airflow = 1 cfm/bu x 7,325 bushels = 7,325 cfm
The next step in selecting a fan is to estimate the pressure the fan will be operating against. For grains and oilseeds, use the desired airflow rate and expected crop depth and read the appropriate pressure value from the corresponding tables above.
Remember to add 0.5 inches to the value from the table if you distribute air through a duct system. For hay, potatoes or other produce, use 1 inch of water as a pressure estimate unless a better number is available.
Continuing our example, the shelled corn table above indicates that the expected pressure for 16 feet of corn and an airflow rate of 1 cfm/bu is 2.4 inches of water.
Fans are usually described by the horsepower (hp) rating of the motor used to drive the impeller. It's helpful when selecting fans to first estimate the power requirement so you know where to start looking in the manufacturer's catalog.
Fan motor size depends on the total airflow being delivered, the pressure developed, and the impeller's efficiency. Impeller efficiencies generally range from 40 to 65 percent. If we assume an average value of 60 percent, we can use the following formula to estimate the fan power requirement.
Fan power (hp) = airflow (cfm) x static pressure (in. water) / 3,814
In our example, fan power = 7,325 cfm x 2.4 in. water / 3,814 = 4.6 hp
Purchase cost and noise during operation can be important factors when selecting a fan, but the most critical factor is whether the fan can provide enough airflow at the expected operating pressure.
Start by looking at performance data for a fan with a motor rated just under the power value you calculated. If this fan provides more than enough airflow, look at the next size smaller. If your first pick is too small, try the next size larger.
If we use the fans listed in the "Fan performance data" section to select a fan for our example problem, we see that fan #7 (a 5.0-hp axial flow fan) comes closest to meeting our needs. Fans #6 and #10 wouldn't provide enough airflow at 2.4 inches of water, and fans #8 and #11 would provide much more airflow than needed.
Sometimes, fans produced by one manufacturer won't meet your needs, and you'll have to look at another manufacturer's fans. Or, if you’re having trouble finding a fan that’s big enough, you might consider using several smaller fans (see Using multiple fans).
Reviewed in 2018